


隨著通訊技術的不斷擴展,手機已經成為人們生活、工作、學習和娛樂不可或缺的工具。 手機攝像頭模組是手機中非常重要的部件之一,它的好壞直接影響到手機的整體素質。 因此,手機攝像頭模組在生產過程中的每一步都必須嚴格把關,不能有絲毫懈怠。 在手機攝像頭模組中,FPC柔性線路板是決定手機攝像頭產生畫面的關鍵部件之一,因此其生產工藝和質量尤為重要。
基于此,首先簡要介紹了手機攝像頭模組的原理和SMT技術在手機攝像頭模組生產過程中的應用,以及手機攝像頭模組FPC柔性電路板的改進設計和 重點講解了SMT生產過程和產品質量分析。 根據手機攝像頭模組FPC柔性電路板的具體要求,合理優化SMT技術指標,分析研究手機攝像頭模組回流焊SMT焊接溫度分布曲線。 針對FPC軟線路板產品設置AIO(自動光學檢測)檢測和ICT在線檢測手段。
1.1 手機攝像頭模組介紹
1.1.1 原理
手機攝像頭模組主要由四部分組成:鏡頭(lens)、傳感器(sensor)、圖像處理芯片(Backend IC)、柔性電路板(FPC)。 其工作原理是:景物通過鏡頭拍攝,產生光學圖像投射到傳感器上,然后將光學圖像轉換成電信號,再將模擬電信號通過模擬信號轉換成數字信號。 數字轉換,經過DSP處理,發送到手機進行處理,在設備中處理后,轉換成手機屏幕上可以看到的圖像
1.1.2 DSP芯片
DSP是一種數字信號處理集成電路。 其作用是通過數學算法運算對數字圖像信號進行優化處理,并將處理后的信號傳送到顯示設備。 目前DSP的設計和制作技術已經比較成熟,各項技術參數差異不大。 手機攝像頭模組的芯片主要有CCD和CMOS。 手機攝像頭模組芯片如圖1-2所示,性能對比如表1-1所示。 從CCD和CMOS芯片的性能比較來看,CMOS芯片具有制造工藝相對簡單、成品合格率高、制造成本低、功耗低、加工速度快等優點。 CMOS芯片。
1.1.3 連接方式
手機攝像頭模組常見的連接方式有連接器連接、金手指連接和插座連接。 本文手機攝像頭模組采用金手指連接方式,適合與手機配合,彎曲度好,可靠性高。
1.1.4 PCB板
PCB板通常分為三種類型:剛性板、柔性板和軟硬結合板。 這是指用于手機相機模塊的印刷電路板。 這三種材料具有不同的應用范圍。 CMOS可以使用任何一種硬板、軟板和軟剛板。 剛柔結合板的成本最高,而CCD只能使用剛柔結合板。 因此,本文中的手機攝像頭模組采用FPC軟電路板。
1.2 SMT技術在手機攝像頭模組生產過程中的應用
1.2.1 FPC柔性線路板(PCB)的作用
FPC柔性線路板在手機攝像頭模組中具有以下作用:為電子元器件的固定和組裝提供機械支撐,實現電子元器件之間的布線,對電起連接或電絕緣作用, 提供所需的電氣元件。 特征。 為自動焊接提供阻焊圖,為集成電路和元器件的插入、檢查、維護提供識別圖形和字符。 手機攝像頭模組采用PCB后,由于同類PCB板的一致性,避免了人工接線錯誤,實現了集成電路和電子元器件的自動插入、自動貼裝、自動焊接和自動檢測,使電子產品更加 可靠的。 質量和勞動生產率得到提高,同時成本降低并便于維護。
1.2.2 SMT技術的應用
目前,手機攝像頭模組具有體積小、重量輕、集成度高、可靠性高等特點。 電子產品的主要形式是基板的板級電子電路產品。 因此,現代電子產品制造技術的一個重要體現就是板級電子電路產品的制造技術水平。 手機攝像頭模組屬于芯片級封裝。 首先將硅片(chip)安裝在基板上,然后焊接到基板上,形成一個完整的元器件。 SMT產品制造系統的核心技術是SMT表面組裝技術,是以SMT產品為制造對象的系統,由表面組裝設備組成的生產線是SMT的基本形式。 地面組裝設備由自動傳輸線連接,采用組態計算機作為控制系統。 ,控制PCB的自動傳送,通過組裝設備進行組裝工作。
手機攝像頭模組改進設計
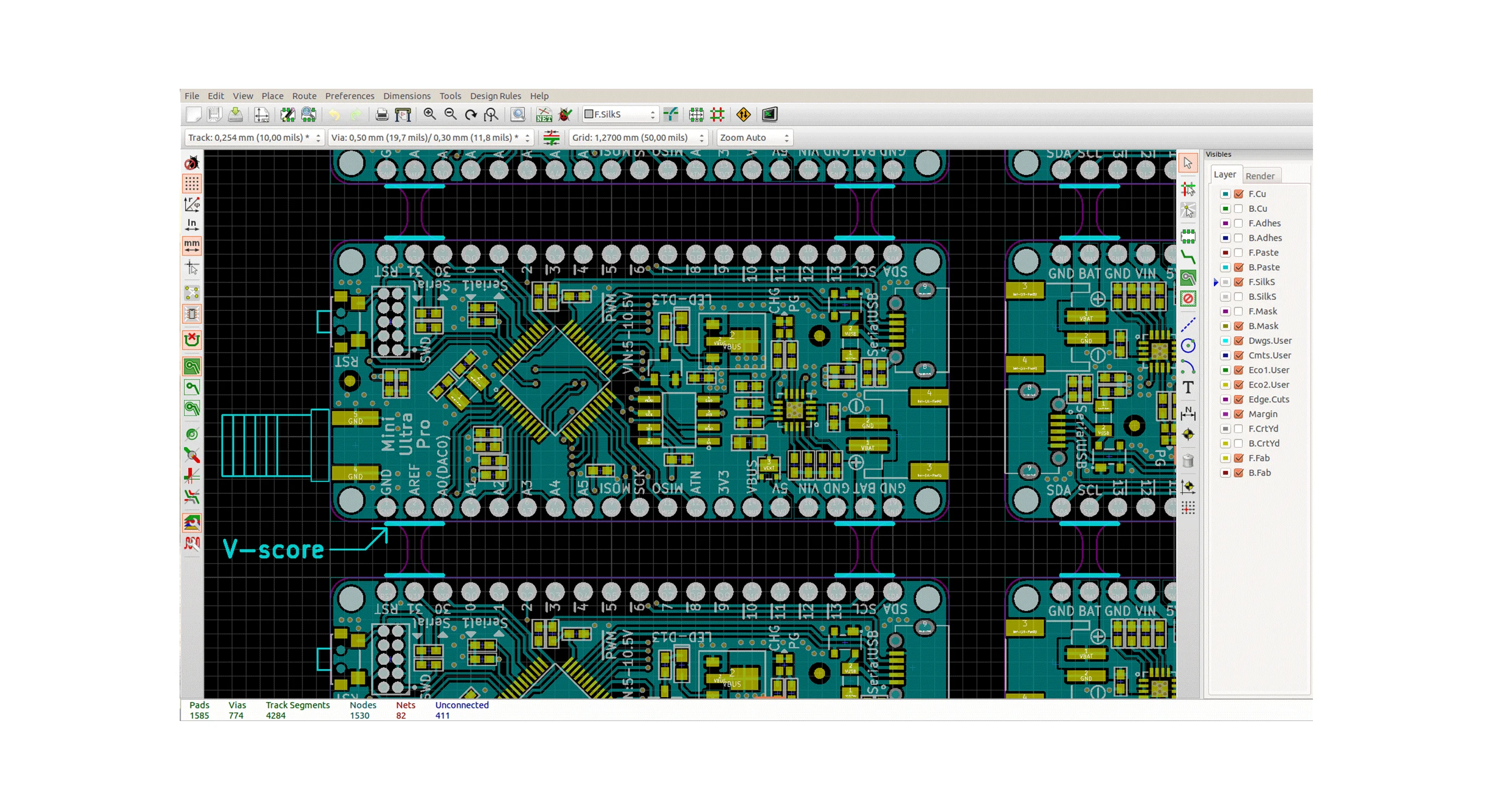
2.1 FPC/PCB版圖設計
對于電子產品來說,其設計的合理性與產品生產和產品質量密切相關。 手機攝像頭模組的FPC印制線布局盡量短,貼片與狀態線的走線距離應大于0.3mm,以防止焊膏回流到邦顯PAD時 SMT貼裝。
邦顯PAD內緣距離芯片0.1mm~0.35mm之間,邦顯PAD外緣距離Holder 0.1mm以上,電容與Holder內壁距離必須大于0.1 mm,且電容必須靠近貼片濾波器PAD。
金手指連接的FPC需要打開整個金手指的窗口。 雙面金手指,頂層和底層必須錯開開窗,錯開距離必須大于0.25mm。
FPC銀箔接地的窗口形狀為橢圓形,雙面窗口的位置必須錯開,不允許有重疊部分,錯開距離保證大于0.5mm。
2.2 FPC/PCB電路設計
為使攝像頭模組正常工作,線寬應滿足電氣性能要求。 方便生產,可有效防止EMC、EMI等問題。 可采用磁珠、電感、共模線圈隔離; 加電容濾波,各處鋪銅,屏蔽地線和屏蔽平面,切斷電磁傳導和輻射通路。 以下是模塊電路設計的要求和規范:
(1)網距外框邊緣的距離大于0.15mm,即大于外框公差+0.1mm。
(2) 一般信號線推薦線寬為0.1mm,最小線寬為0.08mm; 電源線和地線推薦線寬為0.2mm,最小線寬為0.15mm。
(3)避免圓形線條,線條上不允許有直角。
(4)在線路的空白區域鉆孔,起到屏蔽和散熱的作用,同時增加DGND網絡之間的連通性。 對于FPC,如果受控工程圖紙中有折彎要求,在FPC折彎區域,使用地線代替鋪銅,避免大面積鋪銅導致FPC折彎不良。
(5) AGND走在信號線后面,附近盡量不要有DATA線。
(6) MCLK要覆蓋地線,走線距離盡量短,盡量避免過孔。 PCLK不要和高速數據位走在一起,盡量覆蓋地,旁邊有DGND,D0和PCLK靠近DGND。
(7)復位 RESET和STANDBY要遠離MCLK,靠近DGND,邊沿用地線屏蔽。
(8)不允許在Socket底部的PAD上鉆孔。 如果不可避免,則應在 PAD 的邊緣鉆孔,距離連接點 0.4mm 以上,并且必須用金屬填充,以確保覆蓋與 PAD 接觸的整個表面。 是導電的。
(9) MIPI差分阻抗線對需要滿足阻抗值100±10ohm的要求,MIPI走線必須等長、等間距,并有較大的參考地平面。
2.3 FPC/PCB工藝材料
對于高頻電路來說,PCB的材質非常重要。 常用的PCB板有膠木板、紙樹脂板、玻璃樹脂板等。 手機攝像頭模組采用玻璃樹脂板,最高頻率1GHZ,價格適中,質地較硬。 是目前使用最廣泛的品種。
(1) FPC工藝材料有兩種選擇
COB項目頭ACF壓焊:表面處理方式為化學金,基材為18um無膠壓延銅,Au≥0.03um,Ni≥0.5um金表面光滑光亮; CSP工程頭貼片:表面處理方式為化學鍍金,基板可選(18um無膠壓延銅、18um貼膠壓延銅、13um電解銅),Au≥0.03um,Ni≥2.54um金表面光滑光亮 .
COF工藝:表面處理方式為鎳鈀金,基材可選(13um、18um無膠粘壓銅,13um、18um無膠粘電解銅),8um≥鎳厚≥4um,0.15 um≥鈀厚≥0.08um,0.15um≥金厚≥0.08um。
(2)電磁膜型號:除客戶指定型號外,應選用柔韌性較好的PC5600或PC5900。
(3)疊層結構:與FPC供應商確認的疊層結構需要滿足客戶要求的FPC厚度。 經客戶確認后,不得擅自更改覆膜材料。 如果要更改材料,則需要客戶的批準。
2.4 模塊封裝設計
(1)根據項目控制圖紙,預先設計托盤、海棉墊、膠紙等。
(2)海綿墊和膠帶必須用在完全OK的模組上進行實測,并與工程控制圖的要求進行對比。 如有差異,根據模組實際情況,重新打樣,直至滿足要求。
(3)托盤必須與最終成型模組一起測試(如按要求在模組上貼海綿墊、膠帶、海綿圈、防塵貼等),不得擠壓整個模組; 并且托盤必須具有相對硬度,以保證整個箱體中托盤之間的擠壓不影響內部模塊。
3.手機攝像頭模組FPC柔性線路板SMT生產工藝
手機攝像頭模組SMT生產工藝流程如下:
來料檢驗-->PCB表面絲印錫膏-->貼片-->烘干(固化)-->回流焊-->檢驗-->返修
3.1 進貨檢驗
在生產過程中,手機攝像頭模組FPC柔性線路板的PCB和電子元器件必須經過質量檢測才能進入生產線。 這個過程稱為 IQC(進料質量控制)。 首先目測FPC柔性線路板的PCB,然后通過檢測儀器對基板進行檢測,主要檢查厚度和插件針孔。 FPC柔性線路板的元器件包括電阻、電容、開路、短路等參數檢查。 PCB和元器件通過進貨質量控制檢驗后進入下一道工序。 前處理測試為手機攝像頭模組FPC柔性線路板的整個生產過程提供了首要保障,同時提高了產品的合格率。
3.2 錫膏印刷
貼片前必須先用錫膏印刷機將手機攝像頭模組FPC柔性線路板的針孔和焊接部位的錫膏刮掉。 在錫膏印刷機的操作臺上,用顯示器觀察,用鋼網對準PCB板的針孔和焊接部位,注意確保定位準確。 然后錫膏印刷機通過鋼網對應位置將錫膏均勻無偏差的涂在PCB板上,為元器件的焊接做好準備,最后送到SMT生產線
3.2.1 主要技術指標
手機攝像頭模組PCB板面積小,不同于其他大型電路板,精度要求很高,印刷時要考慮這個指標。
1.最大印刷面積:按最大PCB尺寸確定為120mmх120mm。
2.印刷精度:要求±0.025mm。
3.印刷速度:根據產量要求而定。
3.2.2 印刷錫膏的原理
焊膏和粘合劑都是粘性、觸變性流體。 當刮刀以一定的速度和角度運動時,會對錫膏施加一定的壓力,使錫膏在刮刀前滾動,將錫膏注入網孔或漏孔中,并錫膏的粘性摩擦會導致錫膏在刮刀和模板的連接處發生剪切,由于剪切力,錫膏的粘度降低,錫膏順利注入網孔 或手機攝像頭模組PCB板漏電孔。
3.2.3 錫膏檢查
使用3D錫膏檢測機檢測手機攝像頭模組PCB板上印刷的錫膏厚度,主要檢測錫膏的“高度”、“面積”和“體積”。 當然,“身高”檢測是最重要的。 衡量焊點質量和可靠性的重要指標之一就是焊膏用量,尤其是手機攝像頭模組。 為了減少印刷過程中的焊點缺陷,100%錫膏檢測(SPI),這也保證了焊點的可靠性。
3.3.1貼片機
手機攝像頭模組的PCB板貼裝是通過貼片機完成的。 貼裝前,先將原料盤安裝在貼片機前,將貼片式元器件安裝在原料盒的原料盤傳輸帶上。 操作過程通過單片機預先編好的程序完成,對激光系統進行標定。 貼裝時,貼裝機按照預先設定的程序運行。 相應原料托盤上的元器件被機械臂的吸嘴吸住,放置在PCB板的相應位置上。 為了保證元器件能準確壓在相應的焊接位置上,采用激光對元器件進行校正。
可將多個原料托盤放置在同一臺高速貼片機上同時工作。 要求元器件大小相似,這樣機械臂操作方便。 為了提高效率,手機攝像頭模組SMT生產線由兩臺高速貼片機完成。 貼片機的元件吸嘴應根據元件的大小相同。 電阻”),然后安裝更大的芯片(如“芯片組”)。
3.3.2貼片機主要技術指標
結合手機攝像頭模組柔性電路板的具體性能要求,合理設定貼片機的主要指標:
1.貼裝精度:指元器件貼裝后印制板標準貼裝位置的偏移量。 手機攝像頭模組PCB貼裝精度要求更高,要求Chip元件達到±0.1mm。 SMD 至少需要 ±0.06mm。
2.貼裝速度:手機攝像頭模組的PCB面積較小,貼裝速度不宜過快。 高速機限制在0.2S/Chip組件以下,多功能機設置在0.3-0.6S/Chip組件左右。
3.對準方法:為保證精度,盡量采用激光對準或激光/視覺混合對準。
4.放置功能:指放置元件的能力。 多功能機貼裝最小尺寸為0.6×0.3mm,最大尺寸為60×60mm的器件。
5.編程功能:具有在線和離線編程優化功能。
3.3.3連續貼片生產應注意的問題
由于手機攝像頭模組的柔性電路板有特殊要求,因此在元器件貼裝過程中有嚴格的要求:
1.禁止用手直接接觸PCB表面,以免損壞印刷的錫膏;
2.當發現報警時,及時按下報警關閉按鈕,對錯誤信息進行分析處理;
3.根據元器件的型號、規格、極性、方向,補充元器件時必須一致;
4.放置過程中隨時注意廢料槽內的廢棄物料。 如果堆積過高,應及時清理,以免損壞貼裝頭。
3.4 回流焊環
回流焊爐是一種用于焊接表面貼裝元器件的設備。 紅外線取暖爐和全熱風爐應用廣泛。 回流焊爐主要有四部分:紅外線爐、熱風爐、紅外線加熱爐、汽焊爐。
手機攝像頭模組FPC元器件安裝后,通過回流焊機焊接合格品。 回流焊機是由多個溫區組成的內循環加熱系統。 因為錫膏是由多種材料組成的,不同的溫度會改變錫膏的狀態。 錫膏在高溫區變成液態,貼片元件容易結合。 焊膏進入較冷的溫度區后變硬,元件引腳與PCB牢固地焊接在一起。
3.4.1 回流焊爐基本結構
1.爐體
2.上下熱源
3.溫控裝置
4.冷卻裝置
5.空氣循環裝置
6.排氣裝置
7.PCB傳輸裝置
8.電腦控制系統
3.4.2回流焊爐主要技術指標
結合手機攝像頭模組柔性電路板的具體性能要求,合理設定貼片機的主要指標:
1.輸送帶橫向溫差:±5℃以下;
2.控溫精度:應達到±0.1-0.2℃;
3.手機攝像頭模組不使用無鉛焊料或金屬基板,溫度選擇在250℃左右。
4.根據手機攝像頭模組加熱區的數量和長度選擇4-5個溫區,加熱區長度選擇1.8m左右。
3.4.3 回流焊工藝分析
為了對手機攝像頭模組進行分析研究,購買了溫度曲線采集器進行溫度曲線測試。 溫度曲線采集器采集到的溫度曲線分析:當手機攝像頭模組軟板進入加熱區(干燥區),即100oC以下時,錫膏中的溶劑和氣體蒸發,在 同時,焊盤和元件端子引腳和引腳被焊膏中的助焊劑潤濕,焊膏軟化,塌陷,覆蓋焊盤,隔離焊盤,器件引腳和氧氣。 時間約15S; PCB進入保溫區時,溫度100oC-150oC,PCB及元器件充分預熱,時間約30S,防止保溫區過渡到高溫時PCB及元器件損壞 區; 當PCB進入焊接區時,溫度迅速上升到240oC以上,使焊膏熔化成液態,PCB的焊盤、元件端子和引腳被液態焊料潤濕,并擴散、流動或回流至 形成焊料; 之后,PCB進入冷卻區固化焊點。
3.4.4 回流焊的工藝特點(與波峰焊技術相比)
在手機攝像頭模組生產中,采用回流焊組裝工藝代替波峰焊技術。 原因:
1. 回流焊不像波峰焊,不需要將元器件直接浸入熔化的焊料中,熱應力大,對元器件的熱沖擊小;
2.可適當控制焊盤上的焊錫量,避免虛焊橋等焊接缺陷的發生,提高焊接質量和可靠性;
3.使用錫膏時,可以保證焊錫的成分正確,不會有雜質混入焊錫中。
4.Self alignment——由于熔融焊料的表面張力,當元器件貼裝位置發生偏移時,自動拉回到大致目標位置。
5.在同一基板上,可采用局部加熱熱源和不同的焊接工藝進行焊接;
6.工藝簡單,面板修復工作量極小,節省了人力、電力和材料。
手機攝像頭模組FPC柔性線路板SMT應用分析
4.1 焊接及裝配質量檢驗
回流焊后,最后一道工序是檢測組裝好的手機攝像頭模組PCB板的焊接質量和組裝質量。 所用設備包括放大鏡、顯微鏡、自動光學檢測(AOI)、在線測試儀(ICT)等。在專用檢測臺上,用塑料模板與貼片PCB進行對比,檢查PCB上的位置是否正確 、管腳是否焊錫、元器件是否漏焊、焊錫是否嚴密等。質檢人員應佩戴靜電腕帶,防止在檢驗過程中因靜電造成損壞。 質檢不合格的PCB將被送至SMT產線維修部,人工修正焊點、位置和漏焊元器件,修正后返回檢驗。
4.1.1 自動光學檢測
采用高速高精度視覺處理技術,自動檢測手機攝像頭模組PCB板上的各種貼裝錯誤和焊接缺陷。 PCB板的范圍可以從高密度板到低密度大尺寸板。 為了提高生產效率和焊接質量,采用了在線檢測解決方案。
減少缺陷的工具 使用 AOI 檢測機,可以實現良好的過程控制,因為可以在裝配過程的早期發現并消除錯誤。 及早發現缺陷可以有效避免將壞板送到組裝階段,AOI不僅可以降低維修成本,還可以避免無法修復的板報廢。
元器件在制造過程中的缺陷和不良情況,如缺件、位移和元件歪斜、立碑、倒裝、浮腳和引線彎曲等,可以通過在線器件的電氣性能測試直接發現。
此外,AOI的特點也很明顯。 高速檢測系統與PCB板的貼片密度無關。 可在圖形化界面下快速方便地編程,配合貼裝數據自動檢測,配合元件數據庫快速編輯檢測數據。 檢測窗口根據被檢測元件位置的瞬時變化自動校正,實現高精度檢測。 檢測和驗證是通過直接在 PCB 板上用墨水標記或通過操作員顯示屏上的圖形錯誤表示來完成的。
4.1.2 AOI檢測步驟
手機攝像頭模組產品按照以下步驟進行測試:
1.按照正確的流向將PCB板放入AOI機內。
2.AOI測試完成后,操作員用雙手從傳送帶上取下電路板,使用Barcode Reader讀取序列號。
3.確認PCB方向與Layout顯示一致,相關位置及其缺陷顯示在屏幕上,操作人員根據缺陷位置進行確認。
4. 測試確認為Pass后,需要刷SFC系統,直接送往下一道工序。 如果確認為Fail,則刷入SFC系統,輸入缺陷代碼,放入缺陷品箱內,在線人員修復。 修復OK后,放入AOI機測試,直到測試OK后才送入下一道工序。
4.2 ICT在線測試
4.2.1 概述
ICT是一種通過測試在線元器件的電氣性能和電氣連接來檢查制造缺陷和缺陷元器件的測試方法。 主要檢查在線個別元器件及各電路網絡的開路、短路情況。 具有操作簡單、故障定位快速準確等優點。
1. ICT的范圍和特點
在線測試檢查制造板上在線元件的電氣性能和電路網絡的連接。 不僅可以定量測量電阻、電容、電感、晶振等元器件,還可以測試二極管、三極管、光耦、繼電器、運放、變壓器、電源模塊等功能、存儲器、交換等IC 功能測試。
元器件可通過直接檢測在線器件的電氣性能,查出元件值的失效或損壞、超差、內存中的程序錯誤等,并發現制造過程中的缺陷和缺陷元器件。 針對工藝類別,可發現焊錫短路、元器件錯插、反插、漏裝、翹腳、虛焊、PCB短路、斷線等故障。
故障檢修不需要太多的專業知識,檢測的故障直接定位在具體的元器件管腳和網絡點上,故障定位準確。
2. 意義
通過ICT檢測出的故障板,故障定位準確,維護方便,可大大提高生產效率,降低維護成本。 在線測試通常是生產中的第一道測試工序,可以及時反映生產狀態,有利于工藝改進和升級。 由于其特定的測試項目,它是現代大批量生產質量保證的重要測試方法之一。
4.2.2 ICT在線測試步驟
根據手機攝像頭模組產品要求,合理安排ICT在線測試步驟:
1. 雙手將板子從線上取下,平放在治具上,注意板子的方向,確認板子平放在治具上。
2.雙手同時按住測試鍵進行測試,測試開始后松手。
3.如果測試結果為pass,則在板子邊緣的圖片位置區域標記“Pass”,進入流水線上的下一道工序,將板子按相同方向放置。
4.如果測試結果不合格,打印不良報告貼在板邊,放入不良品盒內,待線修確認:如果是誤判,通知ICT工程師分析處理 處理并重新測試 ICT,直到通過; 如果是壞的,修復線路發送到ATE站將壞信息刷入sfc系統,然后修復并重新測試ICT,直到測試通過,然后進入下一個過程。
我們提供相機模塊剛柔結合的 PCB 組裝剛柔結合的 PCB 組裝服務。 鑫景福是您的一站式軟硬電路板組裝公司。

- 上一篇:醫療設備軟硬結合的 PCB 組裝
- 下一篇:FPC印刷電路板組裝

抖音二維碼

Q Q二維碼

微信二維碼
然后
聯系
電話熱線
13410863085Q Q

微信

- 郵箱