鑫景福致力于滿足“快速服務,零缺陷,輔助研發”PCBA訂購單需求。


PCBA方案設計
柔性FPC軟板生產制造中的一道重要工序就是覆膜工序。 fpc覆蓋膜的加工分為三部分:1.FPC覆蓋層絲網波紋印刷,2.FPC覆蓋膜,3.FPC光刻涂層。 讓我們仔細看看。
FPC涂膜加工分為三個部分:
1、FPC涂層絲印波紋
2、FPC覆蓋膜
3、FPC光鍍膜
FPC涂層絲網波紋印刷
漏印涂層的機械性能比層壓涂層差,但材料成本和加工成本較低。 不需要反復彎曲的民用產品和汽車上的柔性印制板應用最為廣泛。 其工藝和設備與剛性印制板阻焊基本相同,只是所用油墨材料完全不同。 應選擇適用于柔性印制板的油墨。 市場上有UV固化和熱固化油墨。 前者固化時間短,使用方便,但一般機械性能和耐化學藥品性較差。 如果在彎曲或苛刻的化學條件下使用,避免使用化學鍍金有時是不合適的,因為鍍液會從窗口端滲透到鍍層中,嚴重時會導致鍍層剝落 個案。 由于熱固性油墨的固化需要20~30min,連續固化的干燥路徑也比較長,一般采用間歇式烘箱。
2、FPC覆蓋膜
覆蓋膜是柔性印制板覆蓋層最早、應用最廣泛的技術。 是指在與覆銅板基膜相同的薄膜上涂敷與銅箔相同的粘合劑,使其成為半固化狀態的結合膜,由覆銅板生產廠家銷售和供應。 供貨時,膠膜上貼有離型膜(或離型紙)。 半固化狀態的環氧樹脂膠粘劑在常溫下會逐漸固化,應低溫冷藏。 印制電路制造商在使用前應將其保存在5℃左右的冷藏庫中或在使用前寄給制造商。 一般PCB材料廠家保證使用壽命為3~4個月。 如果冷藏的話,可以使用6個月。 丙烯酸粘合劑在室溫下很難固化。 即使不冷藏,也可以使用半年以上。 當然,這種粘合劑的層壓溫度必須非常高。
覆膜過程中最重要的問題之一是粘合劑的流動性管理。 覆蓋膜出廠前,材料生產廠家將粘合劑的流動性調整到特定范圍內,在適當的溫度和冷藏條件下,可以保證3到4個月的使用壽命。 但在有效期內,膠粘劑的流動性并不是固定不變的,而是隨著時間的推移逐漸降低。 一般情況下,由于膠粘劑流動性大,剛出廠時膠粘劑很容易從涂膜中流出,在壓合時污染端子和連接板。 在其使用壽命結束時,粘合劑的流動性很小或沒有。 如果層壓溫度和壓力不高,將無法得到能夠填充圖案空隙并具有高結合強度的覆蓋膜。
覆膜應開窗加工,但不可從冷庫中取出后立即加工。 特別是當環境溫度高,溫差大時,表面會結露。 基膜為聚酰亞胺時,也會在短時間內吸潮,影響后續工藝。 因此,卷狀覆蓋膜一般密封在聚乙烯塑料袋中。 密封袋從冰箱中取出后不宜立即打開,應在袋中放置數小時。 當溫度達到室溫時,即可將覆蓋膜從密封袋中取出進行加工。
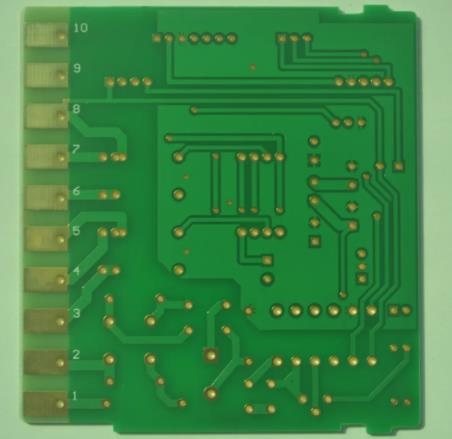
覆蓋膜開窗采用數控鉆銑床或沖床,PCB數控鉆銑轉速不能太高,運行成本高。 這種方法一般不用于批量生產。 用離型紙重疊覆蓋膜10-20張,用上下覆蓋墊板固定,然后進行加工。 半固化膠容易粘在鉆頭上,造成質量差。 因此,比鉆銅箔時更應經常檢查,鉆孔時產生的碎屑應一掃而空。 覆蓋膜開窗可用沖孔法加工,可用簡易模具沖孔,沖孔模可沖出直徑小于3mm的批孔。 當窗口的孔較大時,使用模具。 中小批量的小孔采用CNC鉆孔和模具組合加工。 覆蓋膜的加工如圖10-8所示。
將開有窗孔的覆蓋膜上的離型膜撕掉,然后貼在刻有電路的基板上。 層壓前,清潔電路表面,去除表面污染和氧化。 表面清潔的化學方法。 去掉離型膜后,覆蓋膜上有很多形狀各異的孔洞,完全變成了沒有骨架的薄膜,特別難操作。 使用定位孔與線上的位置重疊是不容易的。 目前量產廠仍依賴人工定位貼合。 操作人員首先準確定位覆蓋膜窗孔和線圖的連接面板和端子,確認無誤后臨時固定。 事實上,如果柔性印制板或覆蓋膜的任何一側的尺寸發生變化,都無法準確定位。 如果條件允許,可以將覆蓋膜分成幾片,然后層壓定位。 如果將覆蓋膜強行拉伸對齊,則覆膜會變得更加不平整,尺寸也會有很大的變化,這是造成版材起皺的一個重要原因。
臨時固定覆蓋膜,可以使用電烙鐵或簡單的按壓。 這是一個完全依賴于人工操作的過程。 為了提高生產效率,各家工廠想出了很多辦法。
固定好的覆蓋膜也要加熱加壓,使粘合劑完全固化,與線路融為一體。 本工藝加熱溫度為160~200℃,時間為1.5~2h(一個循環時間)。 為了提高生產效率,有幾種不同的方案,最常見的一種是使用熱壓機。 將貼有覆蓋膜的印制板暫時固定在壓機熱板之間,分段重疊,同時加熱加壓。 加熱方式有蒸汽、熱介質(油)、電加熱等,蒸汽加熱成本低,但溫度基本在160℃。 電加熱可加熱到300℃以上,但溫度分布不均勻。 硅油由外部熱源加熱。 以硅油為介質,溫度可達200℃,溫度分布均勻。 最近,這種加熱方式被越來越多地使用。 考慮到采用真空壓機使粘合劑充分填滿線紋空隙較為理想,設備價格較高,壓機周期略長。 但要考慮合格率和生產效率,才合算。 引進真空壓機的例子也越來越多。
層壓板的方式對線路間的膠水填充狀態和成品柔性印制板的抗彎性能有很大的影響。 層壓材料可用于市場上的一般用途。 考慮到量產的成本,各家柔性板廠自己制作貼合材料。 根據柔性印制板的結構和所用材料的不同,層壓板的材料和結構也不同。
3、FPC光鍍膜
光致鍍膜的基本工藝與用于剛性印制電路板的光致阻焊層相同。 使用的材料也有干膜型和液體油墨型。 其實阻焊干膜和液態油墨是有區別的。 干膜和液態油墨的涂布工藝雖然完全不同,但曝光及后續工序可使用同一臺設備。 當然,具體的工藝條件會有所不同。先貼干膜,所有電路圖都貼上干膜。 普通的干膜貼法容易在線條之間留下氣泡,所以要使用真空貼膜機。
油墨型是用絲網印刷或噴涂的方法將油墨涂在線條圖形上。 絲網印刷是一種比較常見的涂布方式,與剛性印制板的涂布方式相同。 但首漏印涂層的油墨厚度比較薄,基本在10~15um。 由于線條的方正,造成一次印刷油墨的粗細不均,甚至出現跳印。 為了提高可靠性,應在改變漏印方向后進行第二次漏印。 噴涂法是印制板工藝中比較新的工藝。 噴涂厚度可通過噴頭調節,調節范圍也較廣。 涂裝均勻,幾乎沒有不能涂裝的部位。 可連續涂裝,適合大批量生產。
用于絲網跳印的油墨有環氧樹脂型和聚酰亞胺型,均為雙組份。 使用前與固化劑混合,按需要加入溶劑調節粘度。 打印后,它們需要干燥。 雙面線可在一側涂上暫干,再涂另一側暫干。 曝光和顯影后,它們可以被干燥和固化。
光致鍍膜的圖形曝光需要有一定精度的定位機構。 如果圓盤的尺寸在100um左右,鍍層的位置精度至少為30-40um。 正如圖文曝光時所討論的那樣,如果保證器件的機械能力,則可以達到此精度要求。 但柔性印制電路板經過多道PCB設計工藝加工后,由于自身尺寸的膨脹或局部變形精度等原因,難以滿足更高的要求。
PCB絲印設計及工藝詳解
12-06,2022


抖音二維碼

Q Q二維碼

微信二維碼
點擊
然后
聯系
然后
聯系
電話熱線
13410863085Q Q

微信

- 郵箱