鑫景福致力于滿足“快速服務,零缺陷,輔助研發”PCBA訂購單需求。


PCBA方案設計
電路板的絲網印刷設計過程一般可分為兩個方面,即絲網繪制和絲網烘干。 這兩個方面有自己的小區別。 讓我們去詳細了解一下制作過程是怎樣的。
1.拉網
拉網步驟:清洗網框-水平校準-涂膠層-拉網-測拉力-涂膠-下網封邊-入庫
具體操作說明:
由于網框要反復使用,必須清除網框周圍殘留的粘膠、篩紗等雜物,以免影響篩紗與網框的附著力將網框放在平臺上(水平),檢查網框是否變形。
清洗后,在未變形的網框與網紗的結合面涂上一層薄而均勻的南寶重脂(不加硬化劑),以增強拉伸后網紗與網框的附著力。
第一次上膠約10分鐘后,將網框放在拉網臺上,調整好相對位置和高度,選好網布,松開周圍的夾口,將網紗鋪在網框上,然后將網紗均勻地夾入夾口內,不要起皺。 注意四個角的絲網紗要松的比較多,夾口一定要鎖緊,夾子與夾子之間不能有縫隙(比如自動提架手動拉網)。
拉絲:第一次拉力26,靜置5分鐘后拉力24; 第二次拉力28,靜置5分鐘后拉力26; 第三次拉力32,5分鐘30; 第四次,5分張力修正為32,靜置20分鐘上膠張力為30; 膠水固化15分鐘后網版張力為28,靜置72小時即可制作網版(以1米×1米自動生產線使用網版為例)。
用小刷子將調好的膠水均勻地刷在網框和網紗的結合面上。 不要將膠水滴入網版中間。 待膠干8分鐘后,用刮膠板將殘縫處壓貼在涂膠面上約10分鐘。 待膠水完全干燥后(應使用明風烘干機加強干燥),即可從絲網上取下。
除去篩網周圍多余的篩紗,并在網框上標明降網時的日期、目數和張力(以觀察張力的變化)。 為防止白水滲入,將網框內角用紅膠密封,然后在網框與網紗結合面上方用防水膠帶密封,防止藥液滲入。
2.凈曬
洗網:用研磨膏去油污(新網),去鬼膏去圖形(舊網),用退漿粉去網膏和藍油,用白水洗去雜物,洗凈 篩網用洗潔精,最后用高壓水槍清洗,最后用純凈水清洗干凈。
燒烤——烤箱設定溫度應低于48℃。
貼紙膜:清潔網,然后用純凈水清洗。 水膜按照項目膠片馬賽克圖案選擇20%左右,用三角尺將水膜的一端壓在網上,然后用三角尺慢慢刮起,用橡皮刮刀輕輕壓緊, 用毛巾擦干
模板的使用:將模板晾干,然后再應用模板。 用刮刀盒將模板盒刮到模板上,包括三次綠油,(大約每10分鐘或更長時間一次)底油,兩次頂油。 先在藍膠上涂50K水膜撕掉膜,再涂網版20次,每次刮3次(我們采用的是自動上膠機),上膠后將網版晾干。
網紗選用:普線120T、100T、110T網紗、綠油、底油、頂油、51T碳油、24T藍膠感光線、77T熱固化綠油。
貼膜線選用18K水膜(不使用絲網貼,因為絲網貼不平整,會產生狗牙、肥油、波浪),綠油、底油、面用絲網貼 油,50K水膜用于碳油。
將需要的工程圖文膠片貼在絲網選定的位置上,放置在曝光機上進行曝光。 曝光時間(3000W聚光燈)一般線條60-80秒,綠油80-100秒,底字油40-60秒,碳油和藍膠350-400秒。
用加壓水沖洗篩網并擦干。
用藍油(密封膏)密封圖文膜的外邊緣并干燥。
檢查、修屏,寫好完成日期及相應編號,并記錄保存。
當然,這只是一般的操作步驟。 古人認為,無書不如無書。 如果我們在實際操作中嚴格按照這種方法進行,那是極其不明智的。 學習靈活運用,才能不斷進步,做出更好的產品。
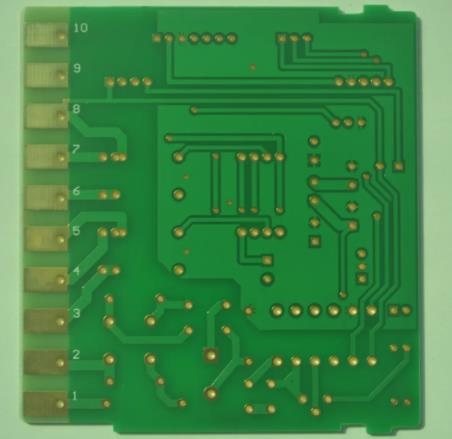
PCB絲印規范
PCB絲印技術的規格很多,不是隨便就能搞定的。 這些規范促進了PCB絲網印刷技術的發展。 讓我們看一下規格:
所有元器件、安裝孔、定位孔都有相應的絲印標簽,方便成品板的安裝。 所有元器件、安裝孔、定位孔都有相應的絲印標簽。 PCB上安裝孔的絲印標有H1、H2……Hn。
絲印字符應遵循從左到右、從下到上的原則。 絲印文字盡量遵循從左到右,從下到上的原則。 電解電容、二極管等極性器件,在各功能單元中方向盡量保持一致。
需要鍍錫的器件焊盤和錫路沒有絲印,安裝后器件標簽號不要被器件覆蓋。 (不需要絲印的高密度PCB除外)。
為保證元器件焊接可靠性,要求PCB元器件焊盤無絲印; 為保證鍍錫的連續性,要求鍍錫層不能有絲印; 為方便設備插入和維護,安裝后設備標簽號不得被設備覆蓋; 絲印不要壓在通孔和焊盤上,以免阻焊窗口打開時絲印部分丟失,影響實訓。 屏幕間距大于5mil。
極性元件的極性在絲印圖上一目了然,極性方向標識易于識別。
PCB圖片文件數量正確,每層輸出正確,輸出層數完整。
PCB上的元器件標識必須與BOM表中的一致。
定向連接器的方向在絲印上清晰標示。
PCB應有條碼位置標識。 如果PCB表面空間允許,PCB上應有42*6的條碼絲印框。 條碼位置應便于掃描。
成品板PCB名稱、日期、版本號等信息絲印位置要清晰。 PCB文件應印有板名、日期、版本號等板信息,位置清晰醒目。
PCB必須有完整的相關資料和PCB廠家的防靜電標識。
電路板日曬阻焊設計流程總結
12-06,2022


抖音二維碼

Q Q二維碼

微信二維碼
點擊
然后
聯系
然后
聯系
電話熱線
13410863085Q Q

微信

- 郵箱