鑫景福致力于滿足“快速服務,零缺陷,輔助研發”PCBA訂購單需求。


PCBA加工

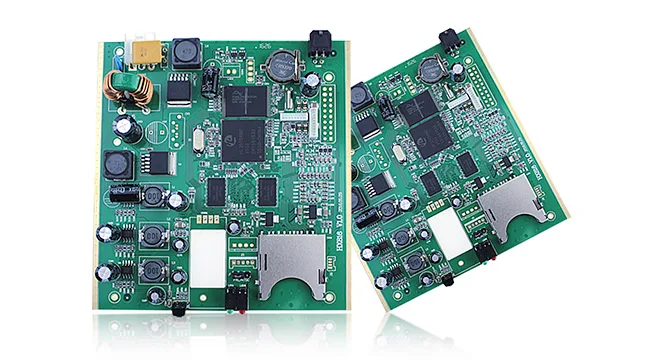
電路板組件由高速貼片機和多功能貼片機組成。 在貼裝過程中,不同類型PCB所需的元件被放置在這些送料槽上。 安裝設備從進料槽取出元件并將其安裝到PCB上的指定位置。
電子產品組裝由于其零部件數量多、品種繁多、生命周期短等特點,給生產作業調度帶來了巨大的挑戰。 多品種、小批量已成為PCB制造的主流生產模式。 在這種模式下,多個品種之間的切換時間在整個裝配時間中所占的比例越來越大。
它由高速SMT貼片機和多功能SMT能量貼片機組成。 事實上,整條PCB組裝線還包括送板機、絲印機、點膠機、回流焊固化爐、收板機等設備。 這些設備串聯起來就形成了PCB裝配線,但這些輔助設備并不構成整條線的瓶頸工序,因此在建模時將其省略。 每臺貼片機可容納20個送料槽,每個元件占用貼片機上的一個送料槽。 一般來說,單一品種PCB所需的元件類型數量不會超過供料器的容量,但多品種PCB所需的元件類型總數通常會超過供料器的容量。
在貼裝過程中,不同類型PCB所需的元件被放置在這些送料槽上。 安裝設備從進料槽取出元件并將其安裝到PCB上的指定位置。 根據實證研究對象的調查數據,高速貼片機的一個元件的平均貼裝時間為0.06s,一個送料槽的平均切換時間為180s。 多功能貼片機有兩個工作臺,但只有一個工作臺工作。 另一個工作臺僅用于放置大型或異型元件。 每個工作臺可容納10個料槽。 貼裝一個元件平均需要0.18秒,切換供料器平均需要220秒。 貼片機在不同品種的PCB之間進行切換時,需要一定的準備切換時間,通常約為切換一個PCB元件供料槽時間的6倍,即1200s。 可見,切換時間在PCB產品組裝中起著重要作用。
在多品種、小批量的環境中,通常首先對PCB進行分組,將具有相似特性的PCB分為一組。 這樣,同一組內,不同品種PCB之間的裝配不需要更換送料器或切換時間; 但當需要在兩組PCB之間更換供料器時,需要考慮它們之間的切換時間。 據此,PCB生產調度問題分為兩級:第一級調度問題稱為“板級”調度問題,即確定一個PCB組中PCB之間的生產順序;第二級調度問題稱為“板級”調度問題。 第二級調度問題稱為“組級”調度問題,它決定PCB組織之間的生產順序。
PCBA貼片加工及成品組裝
12-04,2022

抖音二維碼

Q Q二維碼

微信二維碼
點擊
然后
聯系
然后
聯系
電話熱線
13410863085Q Q

微信

- 郵箱