鑫景福致力于滿足“快速服務(wù),零缺陷,輔助研發(fā)”PCBA訂購單需求。


工程技術(shù)應(yīng)用

便攜式產(chǎn)品需求的增長,推動(dòng)了PCB從單面向雙面、多層、軟硬結(jié)合復(fù)合板不斷發(fā)展,也向高精度、高密度、高可靠性方向發(fā)展。

柔性線路板(FPC板)的基材是銅,所以需要在線路上覆蓋一層覆蓋膜。 覆蓋膜材料一般為聚酰亞胺。 熱固性膠在高溫下將覆蓋膜與電路板緊密結(jié)合,壓合對(duì)電路板表面起到保護(hù)作用。 FPC板生產(chǎn)后期,需要進(jìn)行外形加工。 形狀上有一排插頭,用于連接其他電子產(chǎn)品。 PCB連接的可靠性對(duì)激光切割精度要求更高。
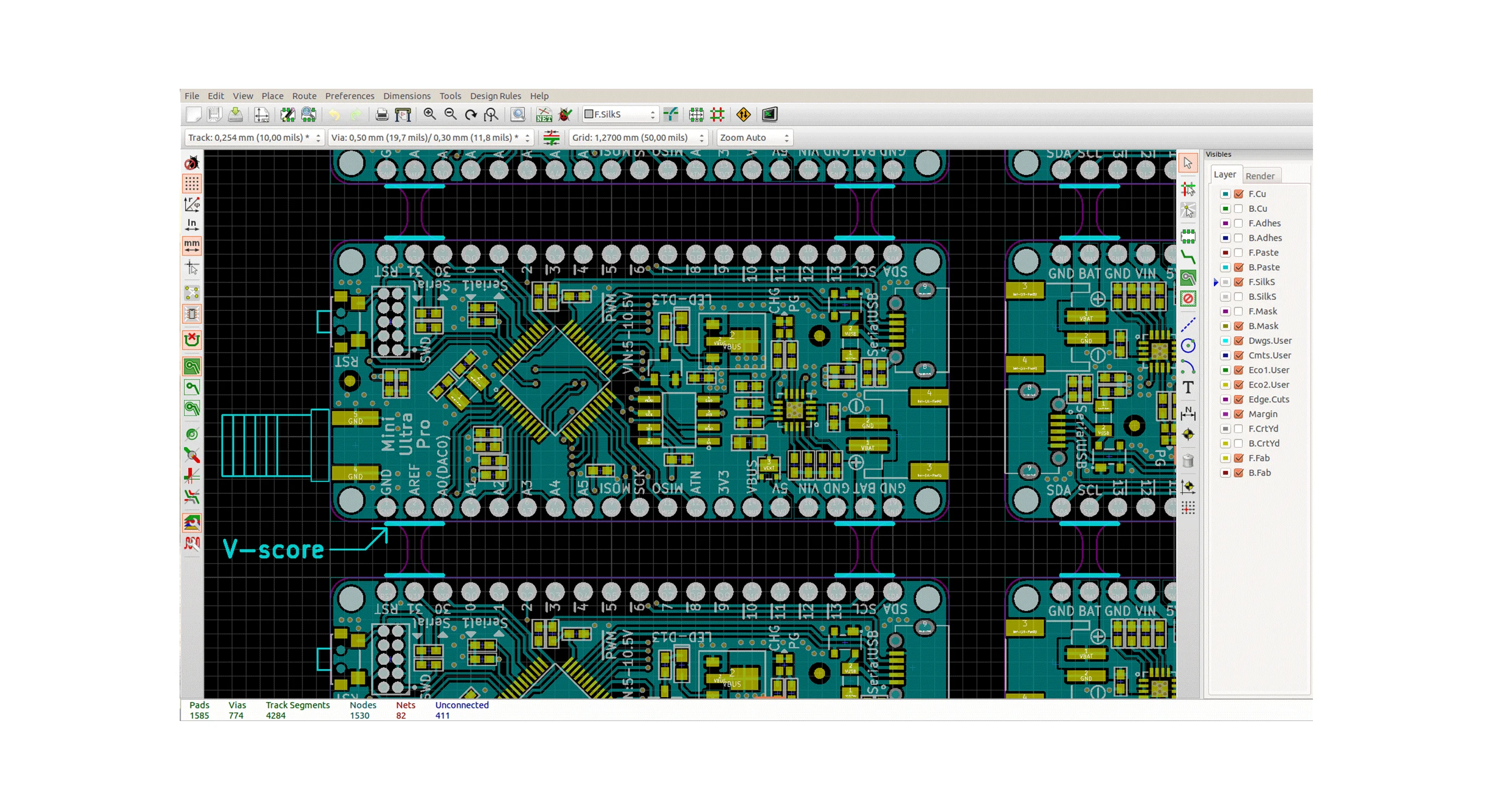
目前批量加工FPC外形的方法是沖裁,小批量FPC和FPC樣品主要采用激光切割加工。 到目前為止,國內(nèi)外已有多家廠商開發(fā)了紫外激光切割機(jī)來制作FPC樣品。 但FPC板插頭形狀常用的切割方法:光標(biāo)點(diǎn)識(shí)別法和字符識(shí)別法尚未見文獻(xiàn)報(bào)道,而該方法使得FPC板激光切割的操作更加方便簡單,切割精度也 更高。
本文通過高精度FPC板的生產(chǎn)工藝,為解決FPC板因脹縮引起的切割偏差問題,利用現(xiàn)有的激光加工設(shè)備,采用CCD識(shí)別新塞邊的方法 用于補(bǔ)償膨脹收縮變形較大的PCB尺寸,將輪廓切割控制在精度要求之內(nèi)。
FPC板生產(chǎn)工藝及縮水原理
FPC電路板主要分為單面、雙面和多層電路板。 雙面線路板是單面板發(fā)展而來的產(chǎn)品
FPC板主要由柔性覆銅板、保護(hù)膜和聚酰亞胺補(bǔ)強(qiáng)膜制成。
FPC板生產(chǎn)過程中的每一道工序都會(huì)影響電路板形狀的膨脹和收縮。 原因是對(duì)于柔性覆銅板、聚酰亞胺和聚酰亞胺增強(qiáng)膜組成的電路板,在層壓過程中需要將材料溫度提高到170℃以上。 冷卻后,由于銅和聚酰亞胺的熱脹冷縮系數(shù)不同,產(chǎn)生內(nèi)應(yīng)力,破壞材料平衡力,使基材收縮變形,使基材電路圖扭曲,造成熱脹冷縮不均勻 FPC電路板。
FPC板脹縮不均容易導(dǎo)致外形加工精度達(dá)不到要求。 本文采用輪廓激光切割技術(shù),測量電路板不同脹縮率的切割偏差值,繪制激光切割的脹縮精度曲線,再通過脹縮精度曲線,為 針對(duì)漲縮率較大的FPC板,采用全新的CCD參考點(diǎn)識(shí)別技術(shù),對(duì)FPC板的畸變進(jìn)行校正,從而提高FPC板插件的加工精度。
實(shí)驗(yàn)材料與設(shè)備
FPC板10塊,ASIDA JG13 紫外激光切割機(jī),影像投影儀(動(dòng)漫)
實(shí)驗(yàn)方法和數(shù)據(jù)
首先測量激光設(shè)備的切割精度,判斷設(shè)備是否滿足設(shè)計(jì)精度要求。 然后選擇并切割幾種具有膨脹收縮率的PCB,測量其切割精度,繪制膨脹收縮率與切割精度的曲線。
設(shè)備精度測試
切割前測試設(shè)備的運(yùn)行狀態(tài)和切割精度。
測量方法:測量板材到邊緣的距離,然后減去相應(yīng)的理論值,得到偏差值。
不同脹縮模板的切割精度
PCB生產(chǎn)過程中,由于拼接、電鍍、層壓、高低溫差等原因造成樣板膨脹收縮變形。 激光設(shè)備本身對(duì)FPC板的脹縮進(jìn)行了適當(dāng)?shù)难a(bǔ)償,但當(dāng)FPC板的脹縮變形過大時(shí),無法將切割輪廓精度控制在客戶要求的范圍內(nèi)。
為了測量不同漲縮率的FPC板的切割精度,選取漲縮率為0.1‰、0.2‰、0.5‰、0.8‰、1.0‰、2.0‰、3.0‰的七種線路板材料 分別選擇。 定位后,用激光切割形狀,然后用動(dòng)漫法測量切割尺寸。 與理論數(shù)值相比較,計(jì)算偏差值,然后計(jì)算平均偏差值和方差。
FPC板漲縮率與切割精度曲線圖顯示,當(dāng)漲縮率小于0.8‰時(shí),切割精度在±0.05mm范圍內(nèi)波動(dòng)。 隨著收縮率的增加,平均切割偏差和方差增加。 當(dāng)收縮率大于0.8‰時(shí),切割精度達(dá)不到客戶±0.05mm的要求。
收縮率大于0.8‰,平均切割偏差大于0.020mm,方差大于0.025mm。 這說明FPC板的切割精度在升降率超過0.8‰后,不能滿足型材±0.05mm的精度要求。
將收縮率大于0.8‰的FPC板的切割精度控制在±0.05mm以內(nèi),是激光切割的難題。 國內(nèi)文獻(xiàn)報(bào)道了利用軟件算法理論補(bǔ)償PCB變形以提高切割精度,但沒有實(shí)測切割精度數(shù)據(jù)的報(bào)道。
收縮率大于0.8‰的FPC板切割技術(shù)
根據(jù)文獻(xiàn)報(bào)道和電路板廠商的質(zhì)量要求,F(xiàn)PC板插頭的關(guān)鍵尺寸是插頭尺寸和插頭到板邊的距離。 當(dāng)定位系統(tǒng)以插頭邊緣作為畸形校正計(jì)算的參考點(diǎn)時(shí),可以減少電路板過度膨脹和收縮引起的插頭檢查尺寸和邊緣距離的偏差,從而保證切割精度。
實(shí)驗(yàn)中使用的激光切割機(jī)定位系統(tǒng)的分辨率為±3μm。 塞頭與普通柔性板的分界線可清晰區(qū)分,為工件變形校正補(bǔ)償提供準(zhǔn)確的參考點(diǎn)。 激光切割新技術(shù)可控制大漲縮率FPC板的尺寸精度,PCB生產(chǎn)現(xiàn)場驗(yàn)證
概括
本文統(tǒng)計(jì)了激光切割機(jī)切割不同漲縮率電路板的尺寸偏差,并對(duì)測量數(shù)據(jù)進(jìn)行了分析。 得出結(jié)論,當(dāng)FPC板的伸縮量大于0.8‰時(shí),切割精度無法控制在±0.05mm的尺寸公差范圍內(nèi)。 為解決膨脹收縮變形大的PCB切割精度問題,采用新型CCD系統(tǒng)識(shí)別插塞新定位參考點(diǎn),補(bǔ)償變形變量,控制成品板形狀精度。

PCB制造工藝中沉銅的質(zhì)量控制方法
11-05,2022

抖音二維碼

Q Q二維碼

微信二維碼
點(diǎn)擊
然后
聯(lián)系
然后
聯(lián)系
電話熱線
13410863085Q Q

微信

- 郵箱