鑫景福致力于滿足“快速服務,零缺陷,輔助研發”PCBA訂購單需求。


工程技術應用
線路板制造、線路板設計、PCBA加工廠家詳解高頻線路板熱風整平技術
印制電路板又稱印制電路板,是電子元器件電氣連接的提供者。
印制電路板通常用“PCB”表示,而不是“PCB”
PCB設計主要是版圖設計; 使用電路板的主要優點是大大減少接線和裝配錯誤,提高自動化水平和生產勞動率。
高頻電路板是一種電磁頻率高的特種電路板。 一般來說,高頻可以定義為1GHz以上的頻率。 其物理性能、精度和技術參數都非常高,常用于汽車防撞系統、衛星系統、無線電系統等領域。
高頻電路板的表面處理技術有很多種。 我們已經介紹了將元器件封裝到基板上的方法,主要有THT和SMT。 那么,如果高頻線路板上有殘留焊錫,需要清除,應該用什么方法呢? 這時,高頻線路板就會采用熱風整平技術。
高頻電路板的表面處理也叫熱風整平,又叫噴錫。 其工藝是:將焊錫浸在印制電路板上,放入熔化的焊錫中浸涂,然后從兩把風刀之間穿過。 用氣刀中的熱壓縮空氣吹掉印制電路板上多余的焊錫,同時清除金屬孔內多余的焊錫,從而獲得光亮、平整、均勻的焊錫層。
與其他工藝相比,熱風整平相對簡單。 然而,許多程序及其系數需要很好地控制才能生產出高質量的高頻電路板。 否則,任何問題都可能影響高頻電路板的整體質量。 需要注意的程序及其系數主要如下:
1、浸錫時間
浸焊時,焊料中的基銅和錫會形成一層金屬化合物,同時在導線上形成一層焊料涂層。 浸錫時間越長,焊錫越厚。 時間過短容易半浸,造成局部錫面發白。 一般浸錫時間控制在2-4秒內。
2、浴溫
錫槽的溫度需要控制在一定范圍內。 如果太低,則無法正常工作。 如果太高,會損壞基板,錫合金和銅會發生反應。 一般溫度控制在230-250℃左右。
3、吹氣時間
風刀的吹氣時間主要影響焊料的涂層厚度。 時間長了,鍍層變薄,孔內的鍍層也變薄。 如果時間短,會出現不規則的堵孔現象。 一般風刀吹氣時間為1-3秒。
4、氣刀壓力
氣刀的作用是吹掉多余的焊料,導通金屬化孔,以免金屬化孔孔徑縮小太多。 一般氣刀壓力控制在0.3-0.5mpa。
5、風刀溫度
風刀的溫度對整平焊錫層的外觀有一定的影響。 溫度太低,涂層表面會發黑,溫度太高,會造成損壞。 風刀溫度一般控制在300℃到400℃之間。
6、風刀角度
如果風刀角度過高,孔會被堵住。 如果角度調整不當,板子兩面的焊錫厚度會不一樣,熔化的焊錫也會飛濺。 一般前風刀3-50°,后風刀4-70°
PCB制造商、PCB設計師、PCBA制造商將講解高頻PCB的熱風整平技術。
PCB技術發展五大趨勢詳解
11-25,2022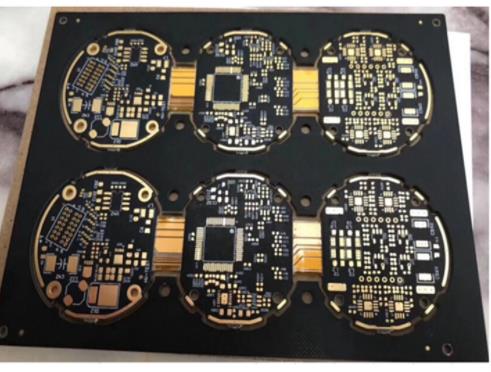

抖音二維碼

Q Q二維碼

微信二維碼
點擊
然后
聯系
然后
聯系
電話熱線
13410863085Q Q

微信

- 郵箱